Rýchle odkazy
Úspešný Montáž PCB je dôkladne organizovaný proces, ktorý z holého plošného spoja – vyrobeného podľa presného návrhu vašej dosky plošných spojov – vytvorí kompletný funkčný hardvérový produkt. Tento proces je jadrom výroby elektroniky a zahŕňa všetko od prípravných kontrol súborov vášho návrhu až po kontrolu kvality hotovej osadené dosky. Tu je podrobný prehľad každej hlavnej etapy Postupu montáže DPS , pričom zahŕňa oba Technológia povrchového montáže (SMT) a Technológia prechádzajúcich otvorov (THT) prvkov.
Predtým, než bude umiestnená alebo spájkovaná jediná súčiastka, odborní partneri pri montáži začínajú Kontrolou DFA (Design for Assembly) . Táto kontrola je rozhodujúca pre hladký a bezchybný priebeh PCBA:
Montáž SMT je najrýchlejšou a najviac automatizovanou časťou montáže dosiek plošných spojov (PCB), ktorá umožňuje vysokohustotné a nákladovo efektívne umiestnenie povrchovo montovaných súčiastok (SMD).
Proces začína presným nanášaním spájkovacia pasta —zmesi extrémne jemného prášku spájky a tavidla—na prípojné plošky na doske plošných spojov.
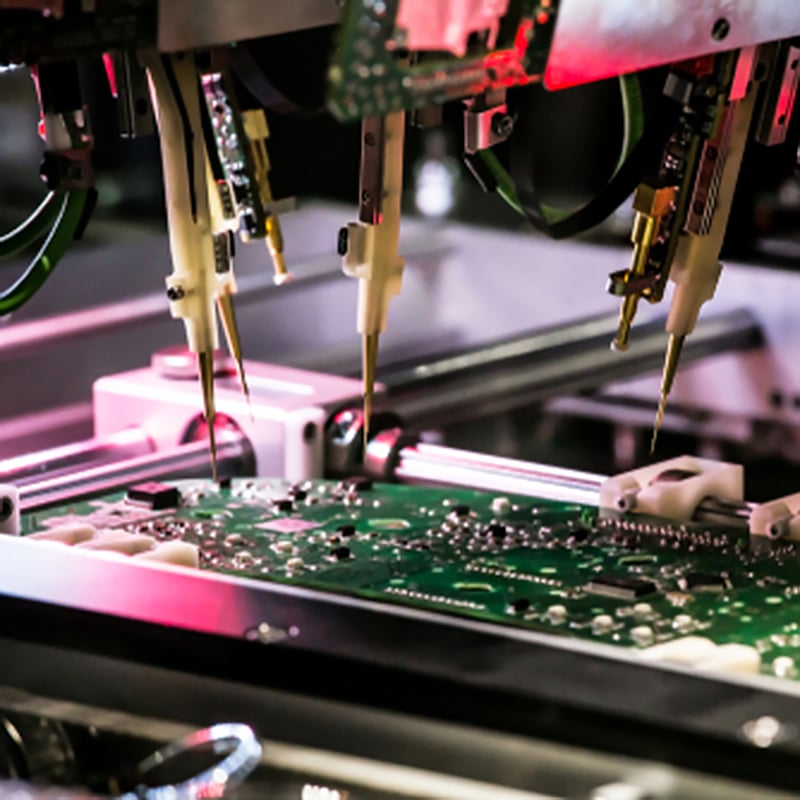
Keď je spájková pasta nanesená, pokročilé stroje na beranie a umiestňovanie presne umiestniť SMD čipy, rezistory, kondenzátory, integrované obvody (vrátane BGAs a QFNs) a iné súčiastky na dosku.
Potom je osadená doska prevedená cez reflow pečiar :
Systémy AOI zhotovia snímky dosky s vysokým rozlíšením, aby zistili chyby, ako napríklad:
Automatizovaná kontrola výrazne zvyšuje výnos tým, že odhalí problémy včas a umožní rýchlu opravu.
Rentgenová inšpekcia je kritická pre BGA (Ball Grid Array) , micro-BGA , a iné súčiastky, pri ktorých sú spájkované spoje skryté. Tento proces odhaľuje:
Hoci SMT dominuje, mnohé dosky obsahujú komponenty prechádzajúce otvorom pre konektory, veľké kondenzátory alebo prvky s vysokým mechanickým zaťažením.
Po spájkovaní sa dosky čistia, aby sa odstránila zvyšková pájka —pokiaľ prípravok bez oplachovania nie je špecifikované inak, v takom prípade je bezpečné zvyšky ponechať.
Pre citlivé alebo komponenty, ktoré nie je možné omyť, sa používajú špeciálne techniky spájkovania a taviace prostriedky, ktoré nevyžadujú ďalšie čistenie.
|
Typ inšpekcie/testu |
Čo detekuje |
Použitie |
|
AOI |
Chyby spájkovania, nesúosnosti, chýbajúce/extra súčiastky |
Všetky montáže, po reflow |
|
RENTGÉN |
Interné chyby BGA, skryté spájky, dutiny |
Vysoká hustota, BGA, mikro-BGA |
|
FPT (Lietajuca sonda) |
Otvorené obvody, skraty, základná funkcia |
Prototyp, nízky objem |
|
ICT/Funkčné |
Kompletná prevádzková skúška, elektrické hodnoty, firmvér |
Hromadná výroba, kontrola kvality |
Dosky určené do náročných alebo vlhkosťou ovplyvnených prostredí sa často podrobuje konformný povlak :
Konečne otestované a oplechované dosky sú označené, serializované, zoskupené do sád a starostlivo zabalené podľa typu a predpisov – pripravené na integráciu, rozsiahle nasadenie alebo priamy odoslanie koncovým používateľom.
V závere: Súčasné Proces montáže PCB je presný, viacstupňový proces, ktorý začína overením dát a kontrolami DFA/DFM, pokračuje SMT a THT montážou , automatizovanými a manuálnymi kontrolami až po pokročilé elektrické testovanie, povlakovanie a expedíciu. Každý krok je navrhnutý tak, aby maximalizoval elektrický výkon, spoľahlivosť a výrobnosť každej DPS – či už vyrábate rýchle prototypy dosiek alebo zvyšujete objem výroby na veľkú sériu.
Povrchová montáž (SMA) je základným procesom DPS pre lekársku, automobilovú, priemyselnú elektroniku a spotrebnú elektroniku. Využíva súčiastky pre povrchovú montáž (SMD), ktoré sú priamo pripojené k plošným spojom na povrchu DPS, čo umožňuje miniaturizáciu, vysokú hustotu súčiastok a automatizovanú sériovú výrobu v súlade so štandardmi IPC-A-610 a IPC-J-STD-001.
Príprava pred výrobou a predbežná úprava DPS: Overte návrh CAD na kompatibilitu so SMD; skontrolujte prichádzajúce dosky plošných spojov (bez krivenia, čisté plošky) a SMD súčiastky (autenticita, žiadne poškodenie); vypaľte dosky plošných spojov z vysokotepelného FR4 materiálu (125 °C, 4–8 hodín) a uchovávajte vlhkosťovo citlivé SMD súčiastky v suchých skrinkách, aby sa predišlo chybám pri spájkovaní.
Tlač spájkovej pasty: Na nanesenie spájkovej kaše na plošky použite šablónu; nastavte hrúbku šablóny (0,12–0,15 mm), tlak hrebeňa (15–25 N) a rýchlosť (20–50 mm/s); pri súčiastkach s jemným roztekom použite 3D SPI na kontrolu objemu a tvaru spájkovej kaše.
Umiestnenie SMD: Rýchle automatické umiestňovacie stroje vybavené CCD kamerami umiestňujú súčiastky (s presnosťou ±0,03 mm). Vysokorýchlostné umiestnenie pre pasívne súčiastky (až 100 000/hod), presné umiestnenie pre integrované obvody/snímače; použite ESD ochranu a kalibráciu sily pre citlivé automobilové/lekárne súčiastky.
Lúhovanie spájkovania: RoHS-kompatibilná spájka SAC305 prechádza cez štvorstupňový režim pecnice: predohrev (150–180 °C), vyrovnanie teploty (180–200 °C, 60–90 s), tavenie (max. 245–260 °C, 10–20 s), chladenie (2–4 °C/s). Upravte rýchlosť chladenia pre dosky plošných spojov z vysokotepelného FR4, aby sa znížil tepelný stres.
Inšpekcia po lúhovaní (PRI): AOI detekuje mostíky, studené spáje a jav „hrobu“; rentgen skenuje skryté spoje BGA/CSP na prítomnosť pórov. 100 % kontrola pre lekárskych/automobilových dosiek plošných spojov, výberová kontrola pre spotrebnú elektroniku.
Dodatočná oprava a dotváranie: Odstránenie chýb pomocou spájkovacích zariadení/horúceho vzduchu; výmena poškodených súčiastok; odstránenie zvyškov tavidla izopropylalkoholom; dokumentovanie opráv pre náročné dosky plošných spojov.
Konformná vrstva (voliteľné): Nanášanie akrylovej/silikónovej/polyuretánovej vrstvy striekaním/ponorením pre extrémne prostredia (motory automobilov, priemyselné podlahy). Použite biokompatibilné povlaky pre lekárske DPS.
Konečné funkčné testovanie a QA: Vykonajte prevádzkové testy (výstup snímačov, komunikačné moduly, integrita signálu); vykonajte kontrolu rozmerov a spojitosti; zabalenie kvalifikovaných DPS do antistatických/vlhkostne izolačných vakov.
 Horúce novinky
Horúce novinky2026-06-25
2026-06-23
2026-06-15
2026-06-11
2026-06-09
2026-06-06
2026-06-03
2026-05-31