
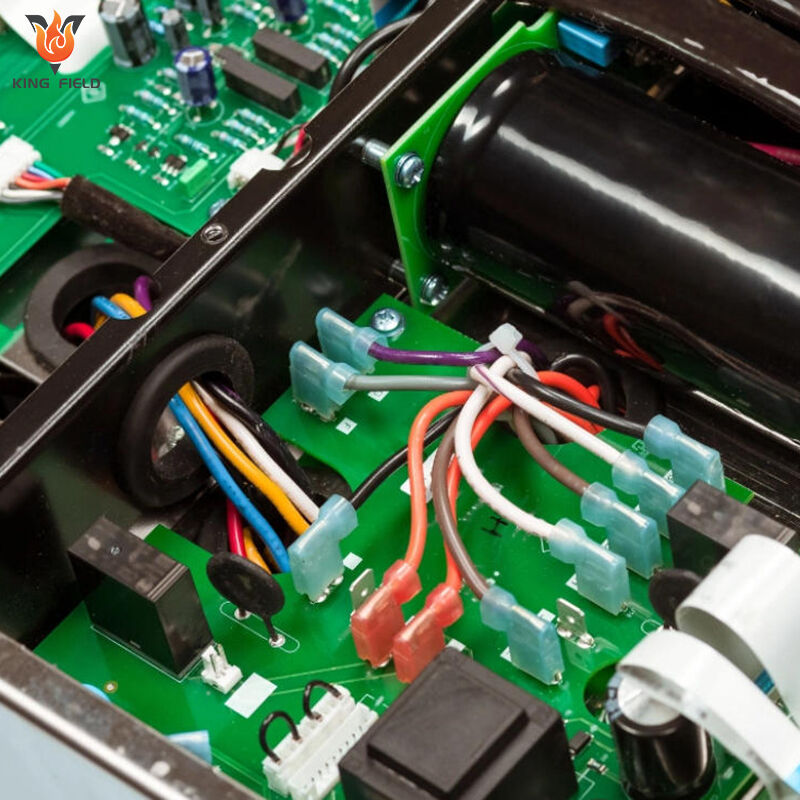



Muntatge de caixa
Com a fabricant de PCBA amb més de 20 anys d’experiència professional, KING FIELD es compromet a oferir als seus clients globals solucions d’assemblatge Box Build d’alta qualitat i alta fiabilitat.
☑més de 20 anys d’experiència en producció de petits i mitjans lots
☑ El sistema MES permet la producció digital i la traçabilitat
☑ Mínim Gruix de la BGA: 0,3 mm per a plaques rígides; 0,4 mm per a plaques flexibles
Descripció
Què significa l’assemblatge de tipus caixa?
El muntatge de caixes fa referència a un servei d'integració de sistemes que permet un flux complet d’extrem a extrem, des del disseny del concepte del producte fins al muntatge de l’envolvent dels components electrònics.
Punts forts de l’assemblatge de caixa de KING FIELD
Sistema MES: Digitalització de la fabricació, la producció i el seguiment
Muntatge i proves: Realització de proves i verificacions de funcionalitat completa del producte i prestació de serveis d’embalatge de productes acabats.
Precisió del muntatge: xip / QFP / BGA ± 0,035 mm
Component d’assemblatge més petit: 01005
BGA més petita: 0,3 mm per a plaques rígides; 0,4 mm per a plaques flexibles;
Mida mínima dels terminals: 0,2 mm
Precisió de l’assemblatge de components: ± 0,015 mm
Alçada màxima del component: 25 mm
Capacitat de sortida SMT: 60.000.000 xips/dia
Temps d’entrega: 24 hores (expressa)
Quantitat de comanda: La fàbrica SMT pot gestionar producció a escala mitjana i gran.
Per què hauríeu d’escollir KING FIELD com a fabricant xinès d’unitats d’envasament?

- Acumulació profunda
Fundada el 2017, l’equip principal de KING FIELD té més de dues dècades d’experiència professional en la fabricació de PCBA. La nostra filosofia és oferir als nostres clients solucions integrades de PCB/PCBA.
- Fàbrica pròpia
Disposem de la nostra pròpia fàbrica de tecnologia de muntatge en superfície (SMT), amb una superfície superior als 15.000 metres quadrats, el que ens permet realitzar una producció integrada des del muntatge SMT i la inserció THT fins al muntatge complet de màquines. La nostra capacitat productiva consta de 7 línies SMT, 3 línies DIP, 2 línies d’assemblatge i 1 línia de recobriment. La nostra màquina de col·locació YSM20R col·loca components amb una precisió de ±0,035 mm i pot gestionar components de mida 01005. La nostra capacitat diària SMT és de 60 milions de punts; la nostra capacitat diària DIP és de 1,5 milions de punts. Les comandes urgents es poden lliurar en un termini de 24 hores, cosa que ens permet respondre ràpidament a les necessitats de comandes massives dels clients.
proves extenses i garantia de qualitat
- KING FIELD disposa d’un analitzador amb sonda volant, 7 estacions d’inspecció òptica automàtica (AOI), inspecció amb raigs X, proves funcionals i altres bancs d’assaig per controlar completament la qualitat en tot el procés.
- KING FIELD ha obtingut la certificació en sis sistemes principals: IATF 16949, ISO 13485, ISO 9001, ISO 14001, ISO 45001 (sistemes de gestió de la salut i la seguretat laboral) i QC 080000 (gestió ambiental i de substàncies perilloses). Mitjançant un sistema digital MES, impossem una traçabilitat total per garantir que cada PCBA tingui una qualitat uniforme.
- Servei Post-venta
Ofereixem un servei poc habitual en el sector: «garantia de 1 any més consultoria tècnica vitalícia». El temps mitjà de resposta del nostre equip postvenda és inferior a 2 hores. A més, garantim que, en cas que el producte tingui un defecte de qualitat no causat per l’humà, oferirem devolucions i canvis gratuïts i assumirem també els costos logístics associats.
FAQ
P1: Com assegureu que no es produeixi un desalineament entre capes en les plaques multicapa durant el procés de laminació en caixa?
KING FIELD: Per preveure i modificar la situació, fem servir una simulació del camp de pressió; a continuació, amb l’ajuda d’una plaqueta sensora de pressió, es realitza l’ajust en temps real de la distribució de la pressió. A més, cada lot es sotmet també a proves d’alineació entre capes.
P2: Com eviteu les tensions internes causades per la premsada en caixa, que poden provocar la fractura de la placa posteriorment?
KING FIELD: Només apliquem una temperatura moderada i un augment progressiu de la pressió. També fem fer un període d’estança de 48 hores a la placa després de la premsada, perquè les tensions internes de la placa es dissipin lentament.
P3: Com gestionau el problema del control del flux de cola en la laminació en caixa?
KING FIELD: Calculem la quantitat més adequada d'adhesiu en funció del gruix del tauler, del nombre de capes i de la superfície; a continuació, es dissenya una ranura de bloqueig de flux d’uns 0,3 mm al voltant del perímetre del tauler per garantir que el flux de l’adhesiu sigui exactament el correcte.
Q4: Com assegureu la qualitat de la laminació de caixes per a plaques de coure gruixudes?
KING FIELD: Col·loquem pastilles termoconductores a la part de coure gruixuda i esgrunyem la superfície de coure per millorar-ne l’adherència, i després procedim a una precompressió a baixa temperatura de 30 °C per aplanar el tauler.
Q5: Com controleu la uniformitat de la capa dielèctrica en la laminació de caixes de taulers multicapa?
KING FIELD : Des de l'etapa de selecció de materials, controlem estrictament la qualitat, ajustant automàticament el programa de laminació segons el gruix de la capa dielèctrica, realitzant una mesura del gruix en diversos punts immediatament després de la laminació i, finalment, proporcionant retroalimentació a la producció del següent lot basada en les dades.

